
W świecie majsterkowania i profesjonalnych prac warsztatowych, precyzja jest walutą. Jednym z fundamentalnych zadań, które wymaga absolutnej dokładności, jest przygotowanie otworu pod gwint metryczny. W tym artykule skupimy się na gwincie M6, wyjaśniając, dlaczego wybór odpowiedniej średnicy wiertła jest kluczowy dla trwałości i niezawodności każdego połączenia.
Prawidłowa średnica wiertła pod gwint M6 to 5,0 mm klucz do trwałego połączenia
- Dla standardowego gwintu metrycznego M6 o skoku 1,0 mm, zalecane wiertło ma średnicę 5,0 mm.
- Wartość ta wynika z prostego wzoru: nominalna średnica gwintu (D) minus skok gwintu (P), czyli 6 mm - 1,0 mm = 5,0 mm.
- Rodzaj obrabianego materiału ma znaczenie: dla metali miękkich (np. aluminium) dopuszcza się wiertło o średnicy 5,1-5,2 mm, natomiast dla stali twardych i nierdzewnych trzymaj się standardu 5,0 mm.
- Użycie zbyt małego wiertła (<5,0 mm) grozi złamaniem gwintownika, a zbyt dużego (>5,2 mm) osłabieniem lub zerwaniem gwintu.
- Istnieją gwinty M6 o drobniejszym skoku (np. M6 x 0,75), które wymagają wiertła o innej średnicy (np. 5,2 mm).
Precyzyjny dobór wiertła pod gwint M6 to fundament trwałego połączenia
Wybór odpowiedniej średnicy wiertła pod gwint M6 jest absolutnie kluczowy dla jakości i trwałości każdego połączenia gwintowego. Nie jest to kwestia "mniej więcej", ale fundamentalna zasada, która decyduje o tym, czy śruba będzie trzymać mocno i niezawodnie, czy też gwint zerwie się przy pierwszym mocniejszym dokręceniu. Jako doświadczony praktyk, zawsze podkreślam, że to właśnie na tym etapie buduje się całą wytrzymałość połączenia.Zrozumieć relację: jak średnica otworu wpływa na wytrzymałość połączenia?
Kiedy mówimy o gwintowaniu, nie chodzi tylko o wycięcie rowków w otworze. Chodzi o stworzenie precyzyjnego profilu, który będzie w stanie przenieść obciążenia. Średnica otworu pod gwint M6 ma bezpośredni wpływ na to, jak prawidłowo zarys gwintu zostanie wypełniony. Jeśli otwór jest zbyt mały, gwintownik będzie miał problem z usunięciem nadmiaru materiału, co może prowadzić do jego zakleszczenia lub złamania. Co więcej, zbyt duży opór może spowodować niedokładne wycięcie gwintu. Z kolei zbyt duży otwór sprawi, że gwint będzie zbyt płytki, co drastycznie obniży jego wytrzymałość na zerwanie. Pamiętajmy, że każdy gwint ma określoną tolerancję i klasę (np. 6H dla standardowych zastosowań), a odpowiednia średnica wiertła jest niezbędna do spełnienia tych wymagań i zapewnienia optymalnej nośności.Skutki pomyłki: co grozi, gdy otwór jest za mały lub za duży?
Pomyłka w doborze średnicy wiertła pod gwint M6 może mieć szereg negatywnych konsekwencji, które mogą zniweczyć całą pracę. Oto najczęstsze z nich:
-
Zbyt mały otwór (<5,0 mm):
- Złamanie gwintownika: To najczęstszy i najbardziej frustrujący scenariusz. Zbyt duży opór materiału powoduje ogromne naprężenia na gwintowniku, co często kończy się jego pęknięciem. Usunięcie złamanego gwintownika z otworu jest niezwykle trudne i czasochłonne.
- Uszkodzenie gwintu: Nawet jeśli gwintownik się nie złamie, nadmierne siły mogą spowodować niedokładne wycięcie gwintu, jego zniekształcenie lub "zadzieranie" materiału.
- Trudności w gwintowaniu: Proces staje się bardzo ciężki, wymaga dużej siły i zwiększa ryzyko wykonania krzywego gwintu.
-
Zbyt duży otwór (>5,2 mm):
- Niska wytrzymałość gwintu: Gwint będzie zbyt płytki, co oznacza, że powierzchnia styku między gwintem a śrubą będzie niewystarczająca. Taki gwint będzie miał znacznie obniżoną nośność i łatwo ulegnie zerwaniu przy dokręcaniu lub pod obciążeniem.
- Luźne połączenie: Śruba nie będzie trzymać się mocno w otworze, co może prowadzić do luzów i wibracji w połączeniu.
- Szybkie zużycie: Płytki gwint szybciej ulegnie zużyciu i deformacji, zwłaszcza w przypadku częstego montażu i demontażu.
Jak widać, precyzja na tym etapie to nie luksus, a konieczność.
Gwint M6: prawidłowa i uniwersalna średnica wiertła
Przechodząc do konkretów, wiele osób zastanawia się, jaka jest ta jedna, prawidłowa średnica wiertła pod gwint M6. To pytanie, które często pojawia się w warsztatach i domowych pracowniach. Odpowiedź jest prosta, ale warto zrozumieć jej podstawy.
Odpowiedź w pigułce: standardowe wiertło to 5,0 mm
Dla standardowego gwintu metrycznego M6, który charakteryzuje się skokiem gwintu wynoszącym 1,0 mm, zalecana i najczęściej stosowana średnica wiertła wynosi 5,0 mm. Jest to wartość uniwersalna, która sprawdzi się w zdecydowanej większości zastosowań i materiałów. W mojej praktyce zawsze zaczynam od tej wartości, chyba że specyfika materiału lub gwintu drobnozwojnego wymaga korekty.
Skąd bierze się ta wartość? Prosty wzór, który warto zapamiętać
Średnica wiertła pod gwint nie jest wartością przypadkową, lecz wynika z prostego i logicznego wzoru, który każdy majsterkowicz powinien znać. Oblicza się ją, odejmując skok gwintu (P) od nominalnej średnicy gwintu (D). Wzór ten wygląda następująco:d = D - P
Gdzie:
- d to zalecana średnica wiertła
- D to nominalna średnica gwintu (w naszym przypadku 6 mm dla M6)
- P to skok gwintu (dla standardowego M6 wynosi 1,0 mm)
Zatem dla gwintu M6 obliczenie wygląda tak: 6 mm - 1,0 mm = 5,0 mm. Wartości te są znormalizowane i znajdziemy je w normach technicznych, takich jak DIN 336 czy PN-88/M-80161, co gwarantuje ich poprawność i powtarzalność w przemyśle.
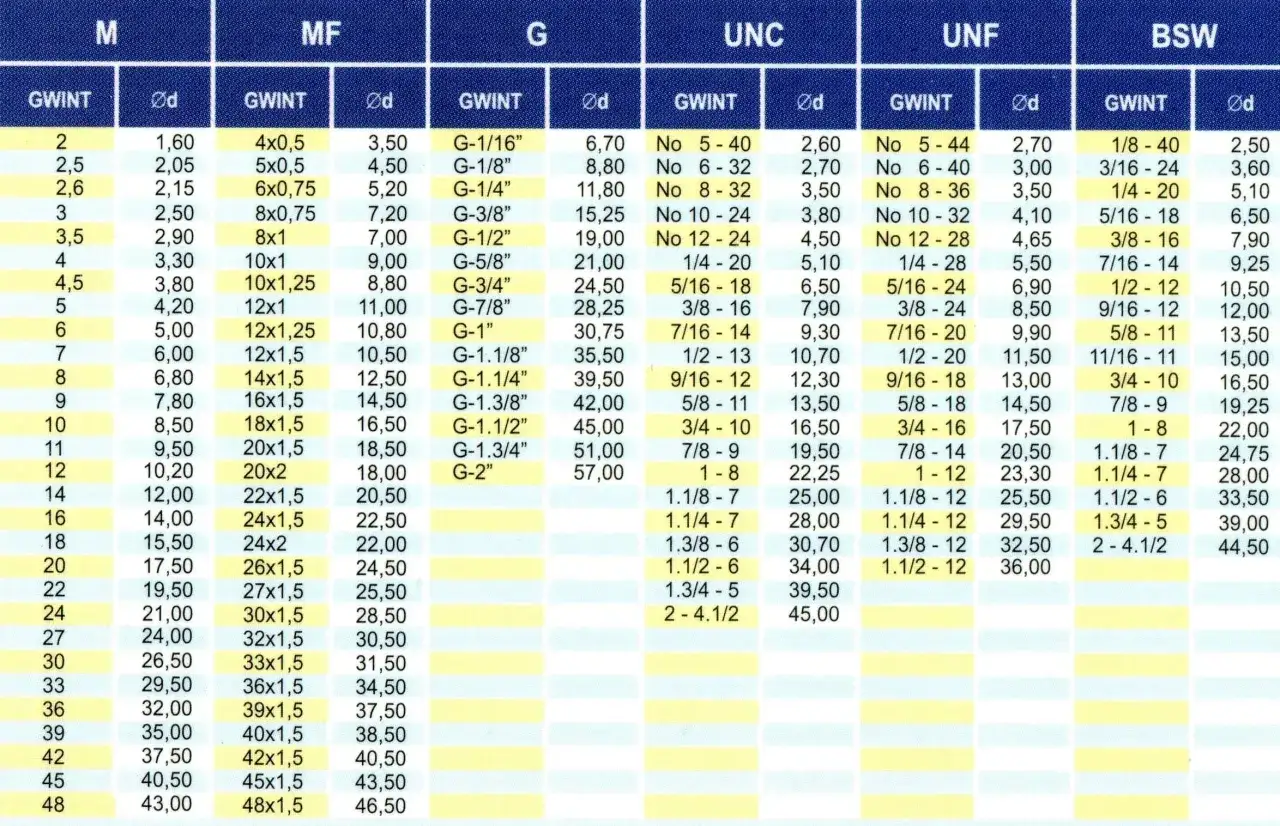
Tabela doboru wierteł dla najpopularniejszych gwintów metrycznych
Aby ułatwić dobór wiertła, przygotowałem tabelę zawierającą najpopularniejsze gwinty metryczne, w tym gwint M6 w różnych wariantach. Pamiętaj, że wartości te są oparte na wspomnianym wzorze D-P.
| Typ gwintu | Skok gwintu (P) | Średnica nominalna (D) | Zalecana średnica wiertła (d) |
|---|---|---|---|
| M3 | 0,5 mm | 3 mm | 2,5 mm |
| M4 | 0,7 mm | 4 mm | 3,3 mm |
| M5 | 0,8 mm | 5 mm | 4,2 mm |
| M6 (standardowy) | 1,0 mm | 6 mm | 5,0 mm |
| M6 x 0,75 (drobnozwojny) | 0,75 mm | 6 mm | 5,2 mm |
| M8 | 1,25 mm | 8 mm | 6,8 mm |
| M10 | 1,5 mm | 10 mm | 8,5 mm |
| M12 | 1,75 mm | 12 mm | 10,2 mm |
Materiał obrabiany a dobór wiertła pod gwint M6
Chociaż 5,0 mm jest standardową średnicą wiertła pod gwint M6, doświadczenie uczy, że rodzaj materiału, w którym wiercimy, może wpłynąć na optymalny dobór. Nie zawsze standardowe 5,0 mm będzie najlepszym wyborem, dlatego warto znać te niuanse.
Wiercenie w stali konstrukcyjnej i żeliwie trzymaj się standardu
W przypadku wiercenia w typowych materiałach, takich jak stal konstrukcyjna, stal narzędziowa czy żeliwo szare, standardowe wiertło o średnicy 5,0 mm jest zazwyczaj najlepszym i najbezpieczniejszym wyborem. Materiały te charakteryzują się stabilną strukturą, która dobrze współpracuje z gwintownikiem, a ryzyko "płynięcia" materiału jest minimalne. Tutaj precyzja 5,0 mm zapewni optymalne wypełnienie zarysu gwintu i maksymalną wytrzymałość.
Obróbka metali miękkich (aluminium, miedź) czy potrzebna jest korekta średnicy?
Metale miękkie, takie jak aluminium, miedź czy mosiądz, zachowują się nieco inaczej podczas gwintowania. Ze względu na ich plastyczność, materiał ma tendencję do "płynięcia" i "zadzierania" się, co może prowadzić do zaciśnięcia gwintownika. W takich przypadkach niektórzy specjaliści, w tym i ja, zalecają użycie wiertła o nieco większej średnicy 5,1 mm lub nawet 5,2 mm. Ta niewielka korekta daje gwintownikowi więcej swobody, zmniejsza ryzyko zakleszczenia i złamania, jednocześnie nie wpływając drastycznie na wytrzymałość gwintu w tych bardziej miękkich materiałach, gdzie siły ścinające są niższe.
Wyzwanie dla twardzieli: wiercenie w stali nierdzewnej (INOX)
Stale twarde i nierdzewne (INOX) to prawdziwe wyzwanie. Są one znacznie trudniejsze w obróbce, mają tendencję do umacniania się pod wpływem obróbki skrawaniem i generują dużo ciepła. W przypadku tych materiałów należy bezwzględnie trzymać się standardowej średnicy 5,0 mm. Kluczowe jest jednak coś innego:
- Użycie odpowiedniego smarowania: Specjalne oleje do gwintowania stali nierdzewnej są tu niezbędne.
- Ostre narzędzia: Wiertła kobaltowe (HSS-Co) lub tytanowe (HSS-TiN) są znacznie bardziej odporne na zużycie i wysoką temperaturę niż standardowe wiertła HSS.
- Niska prędkość obrotowa i stały nacisk: Zapobiega to przegrzewaniu i umacnianiu się materiału.
Profesjonalne wiercenie i gwintowanie otworu M6 poradnik krok po kroku
Prawidłowy dobór wiertła to dopiero początek. Aby gwint M6 był trwały i spełniał swoje zadanie, musimy zadbać o cały proces od przygotowania, przez wiercenie, aż po samo gwintowanie. Oto mój poradnik, który pomoże Ci uniknąć typowych błędów.
Przygotowanie to klucz: trasowanie, punktowanie i dobór narzędzi
- Trasowanie: Zawsze zaczynaj od dokładnego wyznaczenia miejsca wiercenia. Użyj rysika lub markera, aby precyzyjnie zaznaczyć punkt.
- Punktowanie: Niezbędne jest punktowanie miejsca wiercenia za pomocą punktaka i młotka. Tworzy to małe wgłębienie, które zapobiegnie "wędrowaniu" wiertła po powierzchni materiału i zapewni precyzyjne rozpoczęcie otworu.
- Dobór wiertła: Wybierz wiertło o odpowiedniej średnicy (standardowo 5,0 mm dla M6) i rodzaju, dostosowanym do materiału. Do większości metali wystarczy HSS, ale do stali nierdzewnej czy hartowanej użyj HSS-Co lub HSS-TiN. Upewnij się, że wiertło jest ostre!
- Stabilizacja elementu: Zamocuj obrabiany element w imadle lub innym uchwycie, aby zapobiec jego przesuwaniu się podczas wiercenia.
Technika wiercenia: jak utrzymać prostopadłość i unikać błędów?
- Prostopadłość: To absolutny priorytet. Wierć zawsze prostopadle do powierzchni materiału. Jeśli używasz wiertarki ręcznej, staraj się kontrolować kąt za pomocą kątownika lub wzrokowo. Idealnie jest używać wiertarki stołowej.
- Prędkość obrotowa: Dobierz odpowiednią prędkość obrotową wiertarki do materiału. Dla stali twardych i nierdzewnych używaj niższych obrotów, dla metali miękkich wyższych.
- Nacisk: Stosuj stały, umiarkowany nacisk. Nie "cisnąć" na siłę, ale też nie pozwól, by wiertło tylko "ślizgało się" po materiale.
- Odprowadzanie wiórów i chłodzenie: Regularnie wycofuj wiertło z otworu, aby usunąć wióry i zapobiec zakleszczeniu. W przypadku twardych materiałów stosuj chłodziwo lub olej do wiercenia.
Sztuka gwintowania: rola smarowania i prawidłowa praca gwintownikiem
- Smarowanie: Przed rozpoczęciem gwintowania, a także w jego trakcie, obficie smaruj gwintownik odpowiednim olejem do gwintowania. To zmniejsza tarcie, odprowadza ciepło i ułatwia usuwanie wiórów, chroniąc gwintownik przed złamaniem.
- Prawidłowe rozpoczęcie: Umieść gwintownik w otworze i upewnij się, że jest on idealnie prostopadły do powierzchni. Możesz użyć specjalnego uchwytu do gwintowników z prowadnicą lub po prostu bardzo uważać na początkowym etapie.
- Ruch gwintownika: Wkręcaj gwintownik, wykonując ruchy obrotowe. Typową praktyką jest wykonanie 1-2 obrotów w prawo (wkręcanie), a następnie 1/4 do 1/2 obrotu w lewo (wykręcanie). Ten ruch wsteczny pozwala na złamanie wiórów i ich usunięcie, zapobiegając zakleszczeniu.
- Cierpliwość i wyczucie: Gwintowanie to proces wymagający cierpliwości. Nie używaj nadmiernej siły. Jeśli czujesz duży opór, wycofaj gwintownik, oczyść otwór i gwintownik, dodaj smar i spróbuj ponownie.
Unikaj błędów: najczęstsze problemy przy gwintowaniu M6
Nawet z najlepszymi narzędziami i wiedzą, błędy się zdarzają. Moim celem jest pomóc Ci ich unikać, dlatego omówmy najczęstsze problemy, które mogą pojawić się podczas gwintowania M6.
Złamany gwintownik w otworze: jak zapobiegać najgorszemu scenariuszowi?
Złamany gwintownik w otworze to koszmar każdego mechanika. Usunięcie go jest niezwykle trudne, a często niemożliwe bez uszkodzenia elementu. Oto najczęstsze przyczyny i sposoby zapobiegania:
-
Przyczyny:
- Zbyt mały otwór: Najczęstsza przyczyna. Nadmierny opór materiału powoduje pęknięcie gwintownika.
- Brak lub niewystarczające smarowanie: Zwiększone tarcie i temperatura osłabiają gwintownik.
- Krzywe rozpoczęcie gwintowania: Gwintownik jest obciążony nierównomiernie, co prowadzi do jego złamania.
- Zbyt duża siła: Próba "przecięcia" gwintu na siłę zamiast cierpliwego wycinania.
- Zatkane wióry: Nagromadzone wióry blokują gwintownik.
-
Jak zapobiegać:
- Zawsze dobieraj prawidłową średnicę wiertła (5,0 mm dla standardowego M6).
- Używaj obficie oleju do gwintowania.
- Rozpoczynaj gwintowanie idealnie prostopadle.
- Stosuj technikę "dwa obroty przód, pół obrotu tył" do łamania wiórów.
- Nie spiesz się i nie używaj nadmiernej siły.
- Regularnie wycofuj gwintownik, aby usunąć wióry z otworu.
- Używaj ostrych i dobrej jakości gwintowników.
Krzywy lub zerwany gwint: analiza przyczyn i sposoby na prewencję
Krzywy lub zerwany gwint to problem, który obniża wytrzymałość połączenia i może prowadzić do jego awarii. Warto wiedzieć, dlaczego tak się dzieje i jak temu zapobiegać:
-
Przyczyny krzywego gwintu:
- Nieprawidłowe rozpoczęcie gwintowania: Gwintownik wszedł w materiał pod kątem, a nie prostopadle.
- Brak stabilizacji elementu: Obrabiany element poruszył się podczas gwintowania.
- Wiercenie otworu pod kątem: Jeśli otwór początkowy jest krzywy, gwint również będzie krzywy.
-
Przyczyny zerwanego gwintu:
- Zbyt duży otwór pod gwint: Gwint jest zbyt płytki i nie ma wystarczającej powierzchni styku, aby przenieść obciążenie.
- Zbyt płytkie gwintowanie: Gwintownik nie został wkręcony na pełną głębokość, co skutkuje niepełnym profilem gwintu.
- Nadmierne dokręcanie śruby: Przekroczenie momentu obrotowego, zwłaszcza w przypadku gwintów o niskiej nośności.
- Słaba jakość materiału: Materiał, w którym gwintowano, jest zbyt miękki lub kruchy.
-
Sposoby na prewencję:
- Zawsze wierć otwór prostopadle i o prawidłowej średnicy.
- Rozpoczynaj gwintowanie z najwyższą precyzją, dbając o prostopadłość gwintownika.
- Gwintuj na odpowiednią głębokość, aby uzyskać pełny profil gwintu.
- Używaj klucza dynamometrycznego do dokręcania śrub, aby nie przekroczyć dopuszczalnego momentu.
Nietypowe gwinty M6: jak rozpoznać i dobrać wiertło?
Chociaż gwint M6 o skoku 1,0 mm jest standardem, w niektórych specjalistycznych zastosowaniach możemy spotkać się z gwintami M6 o drobniejszym skoku. W takich sytuacjach standardowe wiertło 5,0 mm nie będzie odpowiednie, a my musimy wiedzieć, jak prawidłowo dobrać narzędzie.
Jak zmierzyć skok gwintu i dobrać odpowiednie wiertło?
Jeśli masz do czynienia z gwintem M6, ale nie masz pewności co do jego skoku (zwłaszcza jeśli śruba wydaje się "drobniejsza"), musisz go zmierzyć. Oto jak to zrobić:
- Użyj sprawdzianu do gwintów (grzebienia gwintowego): To najprostsze i najdokładniejsze narzędzie. Przyłóż różne listki sprawdzianu do gwintu śruby, aż znajdziesz ten, który idealnie pasuje do jej zarysu. Wartość podana na listku to skok gwintu (P).
- Pomiar suwmiarką (mniej precyzyjnie): Możesz spróbować zmierzyć odległość między kilkoma zwojami i podzielić ją przez liczbę zwojów, ale jest to metoda obarczona większym błędem.
- Obliczanie średnicy wiertła: Gdy znasz już skok gwintu (P), zastosuj ten sam wzór, co wcześniej: d = D - P. Dla gwintu M6 nominalna średnica (D) zawsze wynosi 6 mm.
Na przykład, jeśli zmierzyłeś skok gwintu M6 i okazało się, że wynosi on 0,75 mm, to:
d = 6 mm - 0,75 mm = 5,25 mm. W takim przypadku, zaokrąglamy do najbliższego dostępnego rozmiaru wiertła, czyli 5,2 mm.
Przeczytaj również: Wiertło do kołka: Jak dobrać idealne? Poradnik krok po kroku
Przykłady gwintów M6 o niestandardowym skoku i dedykowane wiertła
Oto kilka przykładów nietypowych gwintów M6 i odpowiadających im średnic wierteł, które możesz spotkać:
- Gwint M6 x 0,75: Jest to gwint drobnozwojny. Wymaga wiertła o średnicy 5,2 mm (6 mm - 0,75 mm = 5,25 mm, zaokrąglone do 5,2 mm).
- Gwint M6 x 0,5: Jeszcze drobniejszy skok. Wymaga wiertła o średnicy 5,5 mm (6 mm - 0,5 mm = 5,5 mm).
Zawsze upewnij się, jaki typ gwintu masz przed sobą, zanim przystąpisz do wiercenia. To małe szczegóły, które robią dużą różnicę w profesjonalnej pracy.