
Wybór odpowiedniego wiertła pod gwint M4 to klucz do wykonania trwałego i precyzyjnego połączenia. W tym artykule, jako Tymon Kozłowski, podzielę się moim doświadczeniem i wiedzą, abyś mógł uniknąć typowych błędów i zapewnić sobie solidne, niezawodne gwintowanie. Dowiesz się, jak dobrać idealną średnicę wiertła, biorąc pod uwagę materiał i rodzaj gwintu, co jest fundamentem dla każdego profesjonalnego projektu.
Wiertło 3.3 mm to standard dla gwintu M4 sprawdź, od czego zależy jego dobór.
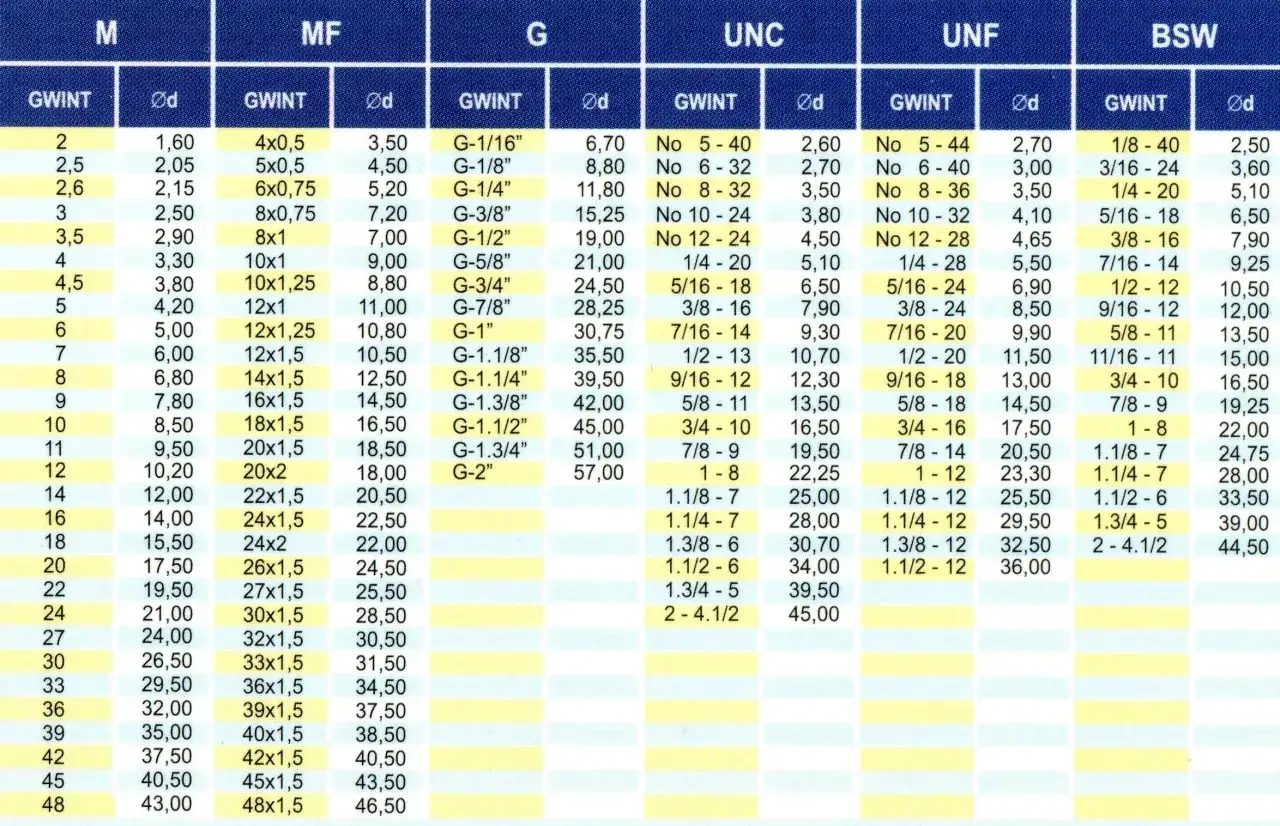
- Dla standardowego gwintu metrycznego M4 (skok 0.7 mm) zalecana średnica wiertła to 3.3 mm.
- Średnicę wiertła obliczysz wzorem: średnica gwintu - skok gwintu.
- Wybór wiertła może zależeć od obrabianego materiału (np. stal, aluminium, tworzywa sztuczne).
- Dla rzadziej spotykanych gwintów drobnozwojnych M4 (np. M4x0.5) potrzebne jest inne wiertło (3.5 mm).
- Użycie zbyt małego lub zbyt dużego wiertła prowadzi do uszkodzenia gwintownika lub nietrwałego połączenia.
- Pamiętaj o prostopadłym wierceniu i stosowaniu chłodzenia, aby uzyskać wysokiej jakości gwint.
Dobór wiertła pod gwint M4: kluczowe zasady i obliczenia
Precyzyjny dobór wiertła jest absolutnie kluczowy dla trwałości i jakości każdego gwintu, a w przypadku M4 nie jest inaczej. Zbyt mały otwór sprawi, że gwintownik będzie miał problem z usunięciem nadmiaru materiału, co w najlepszym wypadku doprowadzi do jego zakleszczenia, a w najgorszym do złamania gwintownika. To generuje niepotrzebne koszty i frustrację. Z kolei zbyt duży otwór skutkuje płytkim gwintem, który nie zapewni wystarczającej liczby zwojów, a co za tym idzie, połączenie będzie luźne i nietrwałe, podatne na wyrywanie.
Dla standardowego gwintu metrycznego M4, który charakteryzuje się skokiem 0.7 mm, zalecana średnica wiertła to 3.3 mm. Ta wartość jest powszechnie akceptowana w branży i jest zgodna z polskimi normami (PN) oraz międzynarodowymi normami ISO, co potwierdza jej uniwersalność i niezawodność.
Zawsze podkreślam, że warto rozumieć, skąd biorą się te wartości. Średnicę wiertła pod gwint można obliczyć za pomocą prostego wzoru: Średnica wiertła = Średnica gwintu - Skok gwintu. W przypadku gwintu M4, symbol "M4" oznacza średnicę nominalną 4 mm, a dla standardowego gwintu metrycznego M4 skok wynosi 0.7 mm. Zastosujmy ten wzór w praktyce: 4 mm (średnica gwintu) - 0.7 mm (skok gwintu) = 3.3 mm (średnica wiertła). To proste obliczenie pozwala zrozumieć logikę doboru wiertła i zastosować ją do innych rozmiarów gwintów.
Wybór wiertła a materiał: co musisz wiedzieć?
Choć podstawowa zasada obliczania średnicy wiertła pozostaje niezmienna, to jednak materiał, w którym wiercimy, ma istotny wpływ na ostateczny dobór i technikę pracy. Różne materiały mają odmienną twardość, plastyczność i skłonność do tworzenia wiórów, co może wymagać drobnych korekt.
Wiercenie w stali (konstrukcyjnej, nierdzewnej)
Dla stali, zarówno konstrukcyjnej, jak i nierdzewnej, standardowe wiertło 3.3 mm jest optymalnym wyborem. Jest to "złoty standard", który zapewnia odpowiednią ilość materiału do uformowania pełnego i trwałego gwintu. Wiercąc w stali, pamiętaj o stosowaniu odpowiedniego chłodzenia i wolniejszych obrotów, aby uniknąć przegrzewania wiertła i materiału.
Wiercenie w metalach miękkich: aluminium, miedź i mosiądz
W przypadku metali miękkich, takich jak aluminium, miedź czy mosiądz, dobór wiertła również opiera się na 3.3 mm. Jednak dla aluminium, ze względu na jego tendencję do "klejenia się" i tworzenia długich wiórów, niektórzy doświadczeni specjaliści dopuszczają użycie wiertła o średnicy 3.4 mm. Ma to na celu minimalizowanie ryzyka zakleszczenia gwintownika i ułatwienie odprowadzania wiórów. Dla mosiądzu i brązu, które są mniej plastyczne niż aluminium, 3.3 mm pozostaje najlepszym wyborem.
Jak wiercić w tworzywach sztucznych i drewnie pod gwint M4?
Tworzywa sztuczne i drewno to materiały o znacznie większej plastyczności niż metale. Z tego powodu, podczas wiercenia pod gwint M4 w takich materiałach, można zastosować nieco mniejsze wiertło, na przykład 3.2 mm. Mniejsza średnica otworu pozwala na lepsze "wgryzienie się" gwintownika i uformowanie mocniejszego gwintu, który nie będzie miał tendencji do luzowania się w miękkim materiale.
Gwint M4 drobnozwojny: kiedy i jak dobrać wiertło?
Jak rozpoznać gwint drobnozwojny M4x0.5?
Gwint drobnozwojny M4 jest znacznie rzadziej spotykany niż jego standardowy odpowiednik. Kluczową cechą, która pozwala go rozpoznać, jest zawsze podany skok gwintu w oznaczeniu, na przykład M4x0.5. Jeśli widzisz tylko "M4", możesz być niemal pewien, że masz do czynienia ze standardowym gwintem o skoku 0.7 mm. Jeśli jednak pojawia się dodatkowa liczba po "x", oznacza to gwint drobnozwojny i wymaga innej średnicy wiertła.
Przeczytaj również: Jak działa wiertło kwadratowe? Demaskujemy mit i uczymy precyzji!
Obliczanie i dobór wiertła dla gwintu drobnozwojnego
Zasada obliczania średnicy wiertła pozostaje taka sama, nawet dla gwintów drobnozwojnych. Weźmy przykład gwintu M4x0.5. Średnica gwintu to 4 mm, a skok gwintu wynosi 0.5 mm. Stosując nasz wzór, otrzymujemy: 4 mm - 0.5 mm = 3.5 mm. W tym konkretnym przypadku, do gwintu drobnozwojnego M4x0.5 potrzebne będzie wiertło o średnicy 3.5 mm. To pokazuje, jak ważne jest dokładne sprawdzenie specyfikacji gwintu przed rozpoczęciem pracy.
Unikaj błędów: co psuje gwintowanie M4?
Z mojego wieloletniego doświadczenia wiem, że nawet drobne błędy na etapie wiercenia mogą zrujnować cały proces gwintowania. Oto najczęstsze pułapki, których należy unikać:
- Skutki zbyt małego wiertła: Użycie wiertła o zbyt małej średnicy, na przykład 3.0 mm zamiast 3.3 mm, drastycznie zwiększa ilość materiału do usunięcia przez gwintownik. To prowadzi do jego zablokowania, a bardzo często do złamania. Złamany gwintownik w otworze to poważny problem, który generuje dodatkowe koszty i stracony czas na jego usunięcie lub całkowite zniszczenie elementu.
- Konsekwencje zbyt dużego wiertła: Jeśli użyjesz zbyt dużego wiertła, np. 3.5 mm (dla standardowego M4), gwintownik nie będzie miał wystarczającej ilości materiału do uformowania pełnego profilu gwintu. W rezultacie gwint będzie płytki i słaby, a połączenie nietrwałe i luźne. Taki gwint łatwo się wyrobi i nie spełni swojej funkcji.
- Brak prostopadłości: To jeden z najczęstszych błędów. Wiercenie otworu pod kątem, a nie prostopadle do powierzchni materiału, zrujnuje gwint na samym początku. Gwintownik wejdzie krzywo, co uniemożliwi wykonanie prostego i funkcjonalnego gwintu. Zawsze staraj się wiercić idealnie prostopadle, najlepiej z użyciem wiertarki stołowej lub prowadnicy.
- Niewłaściwe narzędzia: Używanie tępego wiertła lub wiertła nieprzeznaczonego do danego materiału (np. wiertła do drewna w metalu) to prosta droga do katastrofy. Tępe wiertło przegrzewa materiał, wierci nieprecyzyjnie i szybko się zużywa. Zawsze używaj ostrego wiertła HSS (lub innego odpowiedniego dla materiału) i upewnij się, że jest w dobrym stanie.
Gwintowanie M4 krok po kroku: praktyczny poradnik
Mając już wiedzę na temat doboru wiertła i unikania błędów, przejdźmy do praktyki. Oto, jak krok po kroku wykonać gwint M4, aby uzyskać najlepsze rezultaty:
- Przygotowanie stanowiska i narzędzi: Zanim zaczniesz, upewnij się, że masz wszystko pod ręką. Będzie Ci potrzebne ostre wiertło o średnicy 3.3 mm (lub innej, jeśli to gwint drobnozwojny lub materiał specjalny), najlepiej typu HSS do metalu. Oprócz tego przygotuj gwintownik M4 (najlepiej komplet: zdzierak, pośredni, wykańczak), pokrętło do gwintowników, odpowiedni olej do gwintowania (emulsja chłodząca) oraz narzędzia do stabilnego mocowania elementu, takie jak imadło.
- Technika wiercenia: Kluczem do sukcesu jest idealnie prostopadły otwór. Jeśli masz dostęp do wiertarki stołowej, użyj jej to najlepszy sposób na precyzję. W przypadku wiertarki ręcznej, zamocuj element stabilnie w imadle. Staraj się wiercić powoli i równomiernie, utrzymując wiertło prostopadle do powierzchni. Możesz użyć punktaka do zaznaczenia miejsca wiercenia, aby wiertło nie "uciekało".
- Rola chłodzenia: Podczas wiercenia i gwintowania, szczególnie w stali, generuje się dużo ciepła. Olej do gwintowania (emulsja chłodząca) jest Twoim sprzymierzeńcem. Zmniejsza tarcie, odprowadza ciepło i znacząco poprawia jakość oraz trwałość gwintu, a także żywotność gwintownika. Stosuj go obficie, zwłaszcza przy gwintowaniu ręcznym.
- Właściwe gwintowanie: Po wywierceniu otworu, przystąp do gwintowania. Wkręcaj gwintownik stopniowo, wykonując dwa obroty do przodu i pół obrotu do tyłu. Ten ruch do tyłu jest niezwykle ważny pozwala na łamanie i usuwanie wiórów, zapobiegając ich zakleszczeniu i uszkodzeniu gwintownika. Powtarzaj ten proces, aż gwintownik przejdzie przez cały otwór. Jeśli używasz kompletu gwintowników, pamiętaj o zachowaniu odpowiedniej kolejności.